Vacuum bag moulding
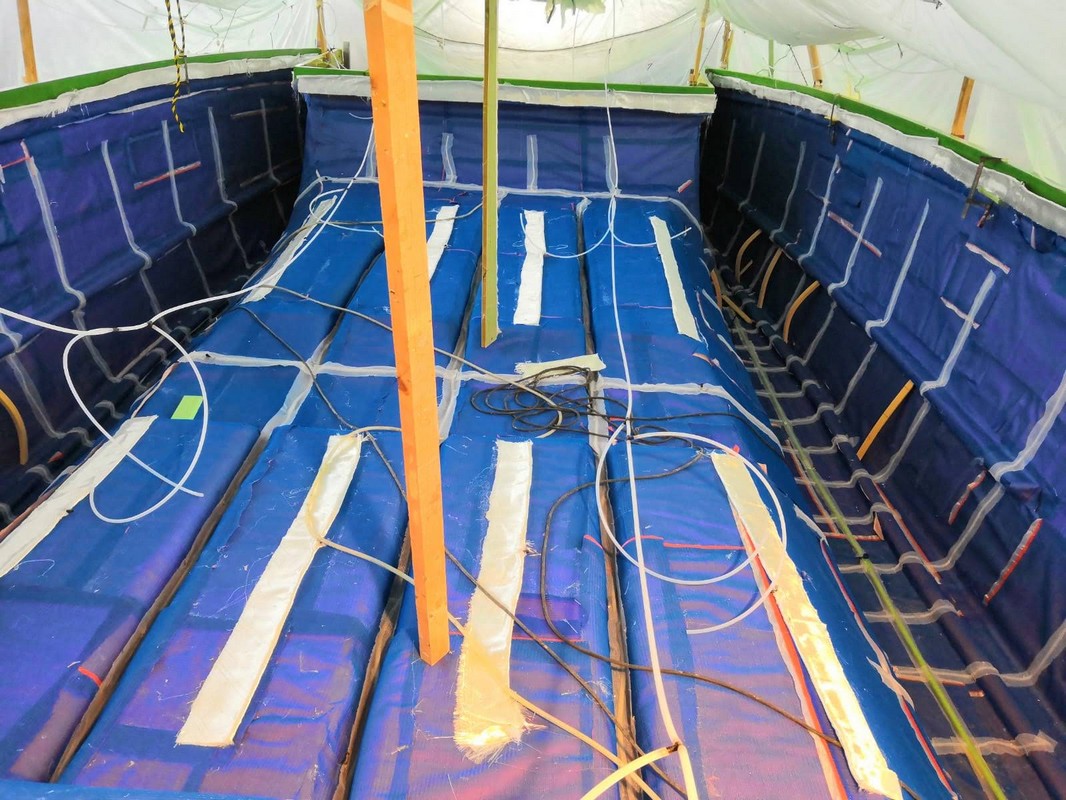
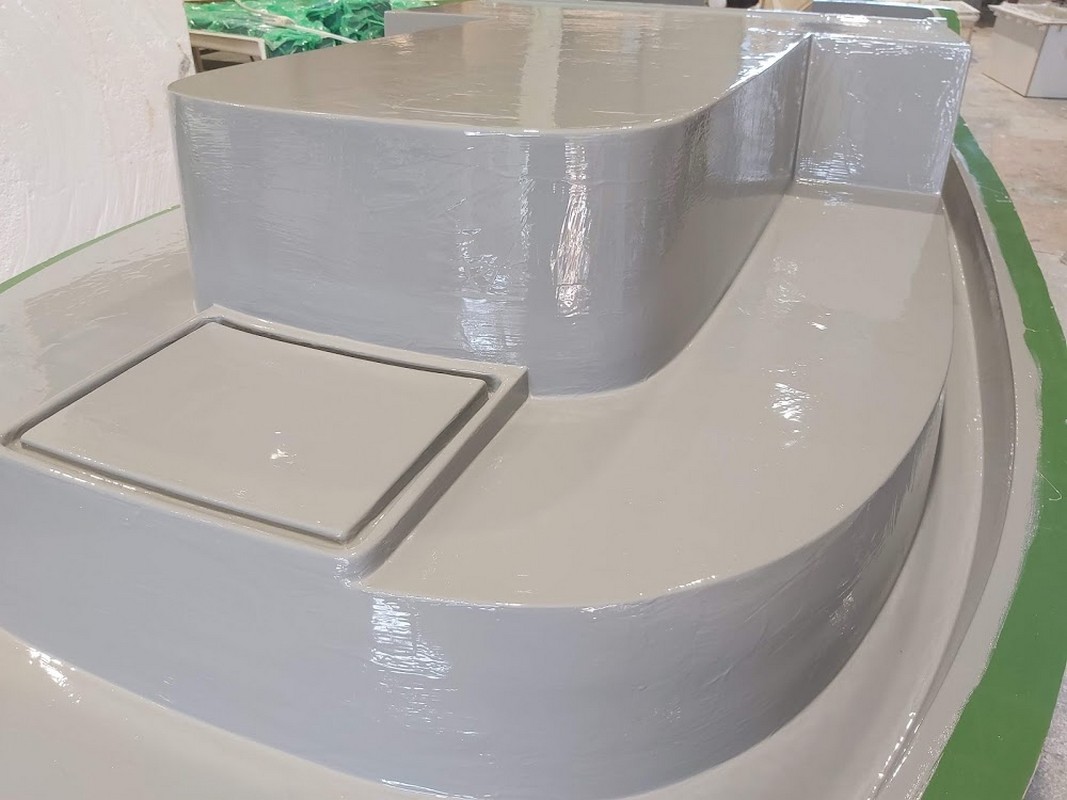
In the simplest form of vacuum bagging, a flexible film (PVA, nylon, mylar, or polyethylene) is placed over the wet lay up, the edges are sealed, and a vacuum is drawn. A more advanced form of vacuum bagging places a release film over the laminate, followed by a bleeder ply of fiberglass cloth, non-woven nylon, polyester cloth, or other material that absorbs excess resin from the laminate. A breather ply of a non woven fabric is placed over the bleeder ply, and the vacuum bag is mounted over the entire assembly. Pulling a vacuum from within the bag uses atmospheric pressure to eliminate voids and force excess resin from the laminate. The addition of pressure further results in high fiber concentration and provides better adhesion between layers of sandwich construction. When laying non-contoured sheets of PVC foam of balsa into a female mold, vacuum bagging is the technique of choice to ensure proper secondary bonding of the core to the outer laminate.